

核心概念: 软包电池的核心是将正极、负极、隔膜卷绕或叠片后,注入电解液,用铝塑膜封装而成。其特点是形状灵活、重量轻、能量密度高,但也相对娇气,对工艺要求严格。
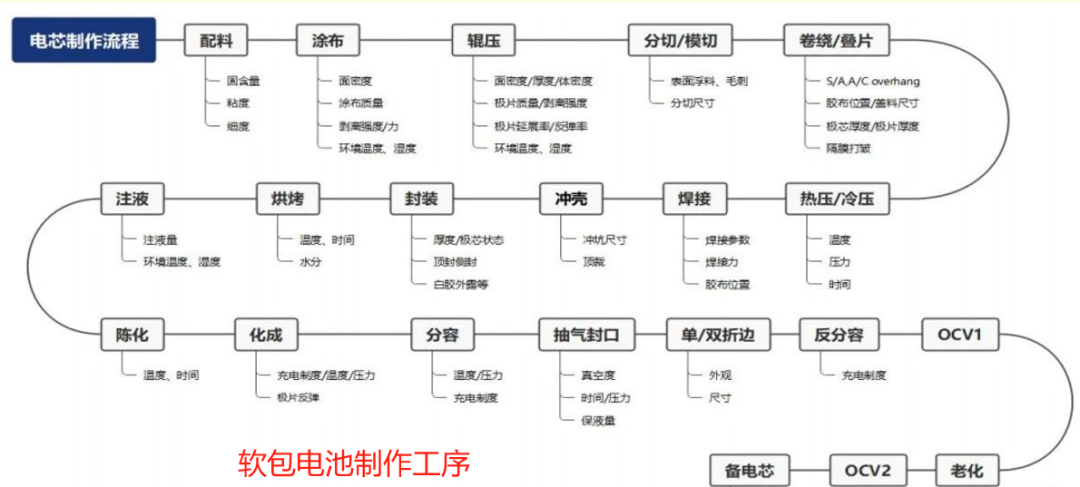

完整详细组装流程 (以叠片工艺为例)

阶段一:材料准备与极片制作
-
材料准备:
-
正极材料: 通常是铝箔(集流体)上涂覆正极活性物质(如钴酸锂 LiCoO₂、三元材料 NCM/NCA、磷酸铁锂 LiFePO₄)、导电剂(炭黑)、粘结剂(PVDF)。
-
负极材料: 通常是铜箔(集流体)上涂覆负极活性物质(如石墨、硅碳复合材料)、导电剂、粘结剂(SBR+CMC)。

-
隔膜: 多孔聚合物薄膜(PP/PE/PP三层复合),允许锂离子通过但隔绝电子。常用陶瓷涂层隔膜提升安全性。
-
电解液: 锂盐(如 LiPF₆)溶解在有机溶剂(EC, DMC, DEC, EMC 等混合物)中。(剧毒、易燃!)
-
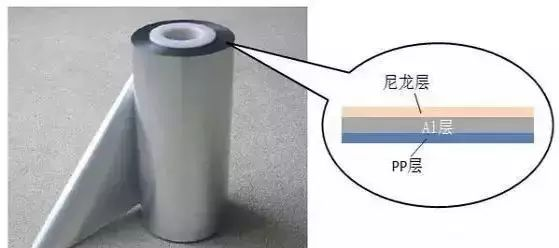
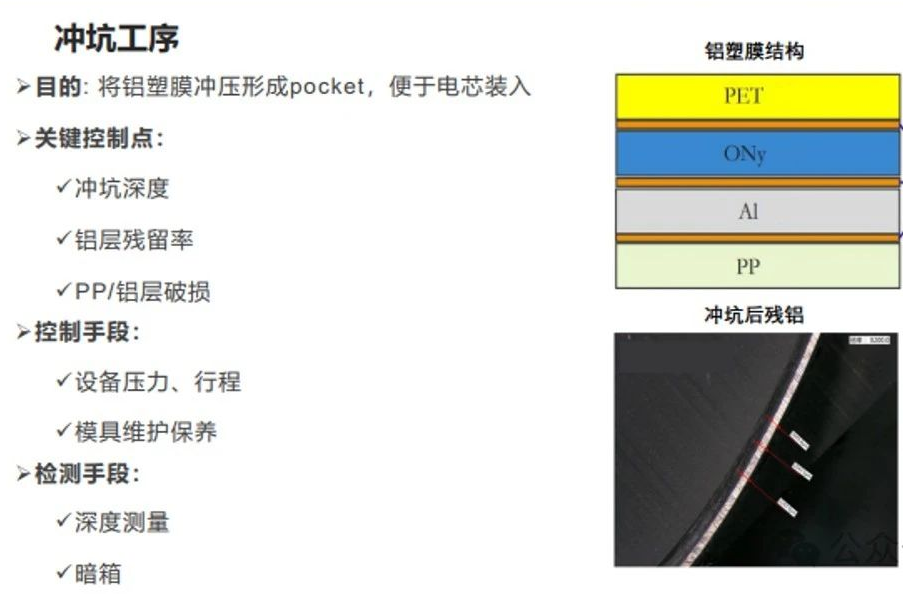
铝塑膜: 外层尼龙(耐刮)、中层铝箔(阻隔水氧)、内层 PP(热封层)。有预制冲坑(容纳电芯)和边封、顶封区域。
-
极耳: 金属引线(正极用铝,负极用镍或铜镀镍)。
-
辅助材料: 胶带(固定极耳、保护边角)、绝缘胶带、干燥剂(可选)、顶封板(金属或塑料,保护极耳引出区)。
-
实例: 组装一个 3.7V 标称电压、容量约 2000mAh 的软包电池。正极选用 NCM622 材料涂覆铝箔(厚度约 15μm),负极选用人造石墨涂覆铜箔(厚度约 10μm),隔膜选用 16μm 陶瓷涂层 PP/PE/PP 复合膜,电解液选用 1M LiPF₆ in EC:DMC:EMC (1:1:1 vol%)。
-
极片制作:
-
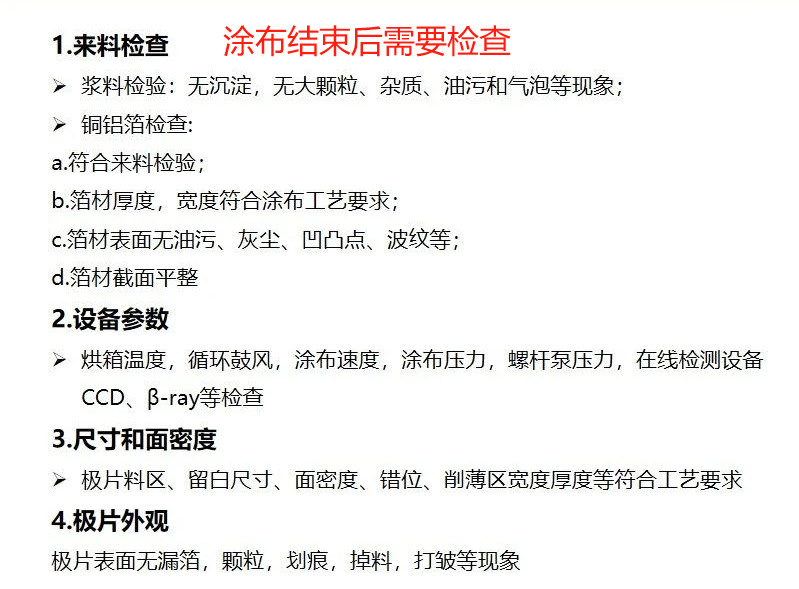
涂布: 将制备好的正负极浆料均匀涂覆在各自集流体上。
-
干燥: 在烘箱中分段升温干燥,去除溶剂。(严格控制温度和时间防止材料分解)
-
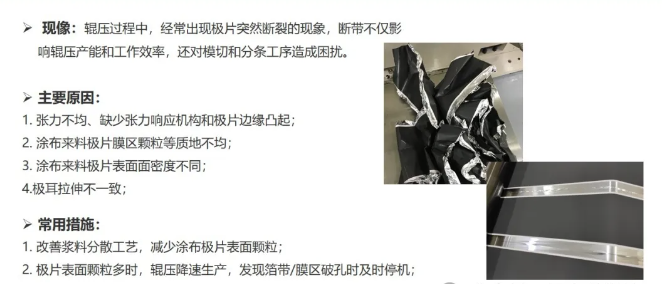
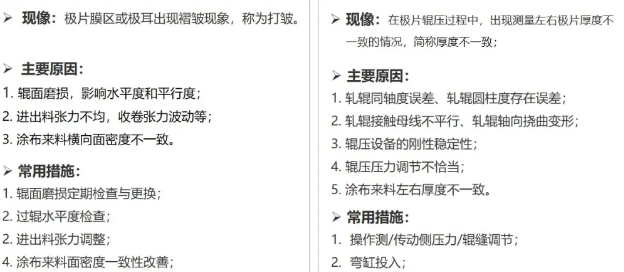
辊压: 用精密辊压机将干燥后的极片压实,达到目标压实密度和厚度,提高能量密度和导电性。(压力过大可能导致极片脆裂)
-
分切: 将宽幅的涂覆箔材按设计宽度分切成条状。
-
模切/冲切: 将条状极片冲切成设计好的形状(通常为矩形),并预留极耳焊接位置。
-
干燥: 极片再次进入真空烘箱彻底干燥(120°C 左右),去除残余水分(至关重要!水分会与电解液反应产气、腐蚀)。
-
实例: 正极片尺寸设计为 100mm x 50mm,负极片设计为 102mm x 52mm(负极比正极稍大,防止边缘析锂),极耳焊接位置在长边中部。模切后极片在 120°C 真空烘箱中干燥 12 小时以上。
阶段二:电芯装配
-
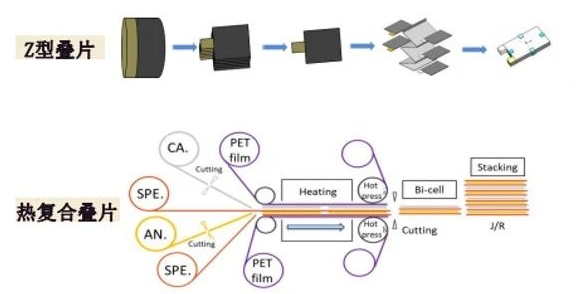
叠片:
-
在超低湿度环境(手套箱或干燥房,露点
-
按顺序叠放:隔膜 -> 负极片 -> 隔膜 -> 正极片 -> 隔膜 -> 负极片 -> … 通常以负极片开始和结束。(确保正负极片完全被隔膜隔开,无错位!)
-
对齐边缘,保证层叠整齐。
-
用胶带在四角或边缘固定初步叠好的“裸电芯”。
-
实例: 设计为 20层(10对),叠片顺序:隔膜(底层)-> 负极 -> 隔膜 -> 正极 -> 隔膜 -> 负极 -> … -> 隔膜(顶层)。使用耐高温胶带在四个角轻轻固定。
-
叠片关键控制点:
-
正负极对齐度→负极不能覆盖正极,有安全风险
-
负极与隔膜对齐度→极耳方向,安全风险; 宽度方向,考虑负极膨胀问题
-
隔膜褶皱→安全风险
-
极耳焊接:
-
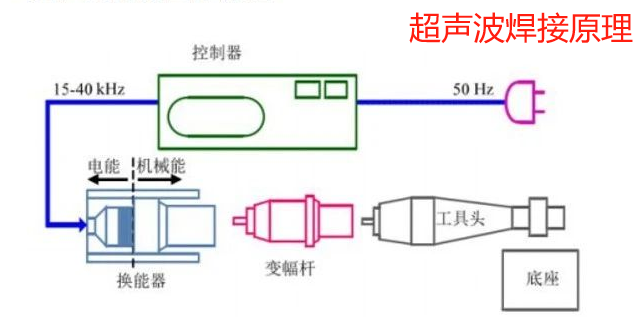
将正极铝极耳焊接到所有正极片预留的集流体铝箔上(通常用超声波焊接)。
-
将负极镍极耳(或铜镀镍)焊接到所有负极片预留的集流体铜箔上(通常用超声波焊接或激光焊接)。
-
(确保焊接牢固,电阻低!虚焊是常见失效点)
-
焊接后,用绝缘胶带(如聚酰亚胺胶带)包裹焊接点及极耳根部,防止与铝塑膜接触短路。
-
实例: 使用小型超声波点焊机,设定合适功率和时间,确保每个焊点牢固。焊后用 Kapton 胶带仔细包裹焊接区域。
-
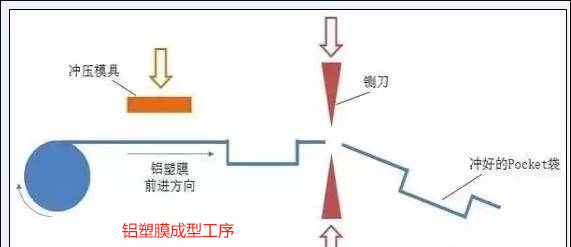
入壳(铝塑膜预封装):
-
将叠好并焊好极耳的裸电芯放入预制好冲坑的下层铝塑膜中。
-
将上层铝塑膜覆盖其上,对齐边封区域。
-
用热封机进行 预封(侧边一封):对除顶边(极耳引出边)外的三条边进行热封,形成一个留有注液口的“口袋”。热封温度、压力、时间需精确控制。(封不牢漏液,封过度可能烫伤隔膜)
-
实例: 在手套箱内完成此操作。使用小型热封夹具,设定温度约 180-200°C,压力 0.3-0.5MPa,时间 3-5秒,封合三条边。
阶段三:注液与密封
-
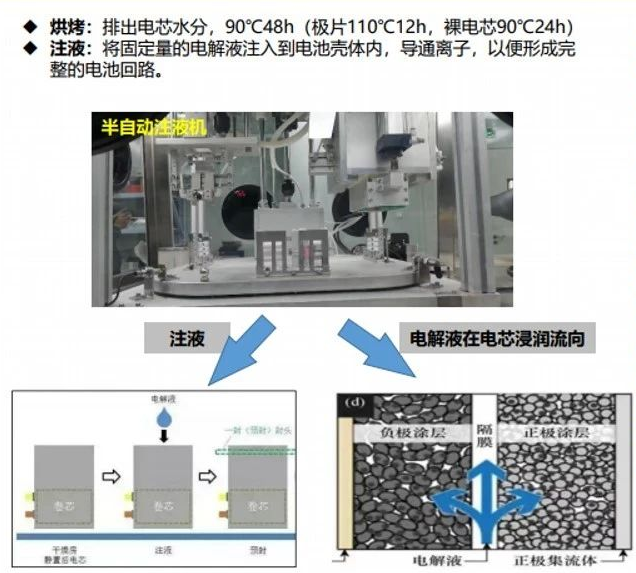
注液:
-
在手套箱(充满惰性气体如氩气,露点极低)中进行。
-
通过预留的注液口,使用精密注射器或注液泵,将精确计量的电解液注入“口袋”中。
-
注液速度要慢,保证电解液能充分浸润极片和隔膜。(浸润不良影响性能)
-
注液后,静置一段时间(几十分钟到数小时),让电解液自然渗透(称为“陈化”)。
-
实例: 根据设计的孔隙体积计算注液量(约 2.5g – 3g 电解液)。用玻璃注射器缓慢注入。注液后静置 1 小时。
-
抽真空与预封(二封):
-
抽出电芯内部和电解液中的微量气体(空气、水分分解气)。
-
利用负压促进电解液进一步浸润。
-
将注液后的电芯放入真空腔(手套箱内或连接手套箱的过渡舱)。
-
抽真空至较低压力(如 10Pa 以下),保持一段时间。目的是:
-
在真空或恢复常压后(但仍在手套箱内),立即热封注液口所在的边(二封)。(确保密封前内部已无大气)
-
实例: 抽真空至 5Pa,保持 30 分钟。然后在手套箱内热封注液口边(顶封的一部分)。
-
整形(夹具化成前):
-
二封后,有时会用夹具(通常是两块平整的金属板)夹住电芯,施加一定的压力。
-
目的:使电芯内部结构更紧密,接触更好;为后续化成时电芯膨胀预留空间,防止过度鼓胀影响后续封装;使电芯外观更平整。
-
实例: 使用两块平整的铝板夹住电芯,施加约 1-2kg/cm² 的压力,静置数小时或过夜。
阶段四:化成与老化
-
化成:
-
将夹有夹具的电芯(或放入专用化成夹具)连接充放电测试仪。
-
进行第一次充电(活化)。以小电流(如 0.02C – 0.05C,即 40mA – 100mA 对于 2000mAh 电池)缓慢充电至特定电压(如 3.8V – 4.0V,具体根据材料体系)。
-
核心目的: 在负极石墨表面形成稳定的 SEI 膜(固体电解质界面膜)。这层膜允许锂离子通过但阻止溶剂分子通过,对电池的循环寿命、安全性、自放电至关重要。此过程会消耗部分锂离子和电解液,产生气体(主要是 CO₂, CO, H₂ 等)。
-
实例: 在 25°C 恒温箱中,以 0.03C (60mA) 电流恒流充电至 3.9V。
-
排气与终封(三封):
-
化成产生的气体会使铝塑膜鼓起(气胀)。
-
再次将电芯放入真空腔抽真空(或在手套箱内刺破一个小孔快速排气),将产生的气体抽出。(必须在惰性环境中操作!)
-
立即对顶封区域进行最终热封(三封),完成铝塑膜的完全密封。通常会将极耳区域(顶封)完全封死。
-
实例: 化成结束静置几小时后,在手套箱内用针刺破铝塑膜鼓起处(远离电极区域)排气,然后立即热封整个顶封区域(包含原注液口、极耳、排气口位置)。
-
老化:
-
终封后的电池在一定的温度(如 45°C 或 25°C)下静置储存一段时间(几天到几周)。
-
目的:
-
让 SEI 膜进一步稳定和熟化。
-
使电池电压、内阻趋于稳定。
-
筛选出有微短路、高自放电等缺陷的电池(电压会明显下降)。
-
-
实例: 在 45°C 烘箱中静置老化 7 天。每天监测电压,剔除电压降超过 10mV 的电池。
阶段五:检测与分选
-
最终检测:
-
外观检查: 封装是否完好、无褶皱、无破损、无漏液、极耳无损伤。
-
尺寸/重量检查: 是否符合规格。
-
开路电压检查: 是否在预期范围内(老化后稳定)。
-
直流内阻测试: 使用内阻测试仪测量。
-
容量测试: 进行标准充放电测试(如 0.2C 充放电),确认实际容量是否达标。
-
自放电测试: 测量储存一段时间(如7天)后的电压降。
-
必要时进行更严格测试: 如循环寿命测试、倍率性能测试、安全测试(针刺、挤压、过充过放等 – 仅限专业实验室!)。
-
实例: 用万用表测 OCV ≈ 3.6V。用电池测试仪以 0.2C (400mA) 恒流充电至 4.2V,恒压至电流
-
总结 关键步骤 核心目标 学生实验重点关注点 常见问题警示 1. 材料准备与干燥 获取合格材料,彻底去除水分 手套箱是核心! 所有材料入箱前必须充分真空烘烤。记录烘烤温度和时间。 水分是死敌! 水分残留→产气鼓胀、腐蚀、性能剧降、危险。 2. 极片制作 制作尺寸精确、无毛刺、干燥的极片 模切后检查边缘毛刺(显微镜)。小片手工涂布难度大,可购买预切商用极片。 毛刺刺穿隔膜→短路;极片脆裂→掉粉内阻增大。 3. 叠片与焊接 精准对齐叠放,牢固焊接极耳 层数少些(如5层)练习。对齐是关键! 负极包住正极。焊接后 绝缘包裹必须到位! 错位→边缘析锂短路;虚焊→高内阻发热;焊点外露→铝塑膜短路。 4. 入壳与预封 电芯入袋,三边热封牢靠 手套箱内操作。热封参数(温度/压力/时间)需小样测试优化。确保封口区绝对清洁干燥。 封不牢→漏液漏气;封烫过度→隔膜损伤;封口污染→失效。 5. 注液与浸润 精确注入足量电解液,充分浸润 严格防护! 通风橱+手套+护目镜+面具。慢注!静置+抽真空辅助浸润。计算好注液量。 注液不足→性能差;注液过多→鼓胀;浸润不良→局部失效;电解液接触→ 危险! 6. 二封与整形 抽真空排气,封注液口,加压整形 抽真空要彻底(时间足够)。封注液口 动作要快 (防进气)。夹具压力均匀适中。 真空不足/排气不净→气胀;封口不及时→进气失效;压力过大→损伤电芯。 7. 化成 小电流首充,形成稳定SEI膜 严格按规程! 小电流(0.02C-0.05C)。电压上限宁低勿高。监控温度。夹具保持压力。 电流过大/电压过高→SEI不良、析锂(爆炸风险!);无夹具→过度鼓胀。 8. 排气与终封 排出化成气体,完全密封电芯 手套箱内操作! 快速刺破排气→立即终封。确保顶封完全密封极耳和注液区。 排气不彻底→成品鼓胀;终封不严→漏气失效;操作慢→水汽进入。 9. 老化与筛选 稳定SEI膜,筛选不良品 恒温(如45°C)静置数天。每日监测电压。剔除电压降大(>10mV)电芯。 高自放电电芯不剔除→后期故障;老化条件不当→性能不稳定。 10. 检测 验证电池基本性能与安全性 测OCV、DCIR、基本容量(小电流充放)。外观检查封装完整性。 记录数据对比分析。 忽略外观检查→隐患;不测内阻/容量→性能不明;滥用测试→严禁!
组装软包电池经常遇到的问题 (学生实验尤其需注意)
-
水分控制不足:
-
问题: 极片、隔膜、电解液、环境中的水分未彻底去除。
-
后果: 电解液分解(LiPF₆ + H₂O -> HF + …),产生大量气体(鼓胀)、腐蚀电极材料、消耗活性锂、内阻增大、容量衰减快、自放电严重、甚至热失控风险。
-
预防: 严格干燥所有材料(尤其极片真空烘烤)、在低露点手套箱中操作(露点
-
粉尘与异物:
-
问题: 环境或操作引入的金属屑、灰尘、毛发等。
-
后果: 刺穿隔膜导致内部微短路(自放电大)、或引发热失控;增大内阻。
-
预防: 保持操作环境清洁(无尘台/室)、穿戴无尘服/手套/帽、使用洁净的工具和容器、定期清洁工作区域。
-
封装不良:
-
问题: 热封温度/压力/时间不当,铝塑膜本身有缺陷,封口区域有褶皱或污染(电解液、粉尘)。
-
后果: 漏液(电解液渗出,腐蚀、危险)、漏气(空气/水汽进入导致失效加速)。
-
预防: 优化热封参数(多做小样测试)、确保封口区清洁干燥、选用质量可靠的铝塑膜、检查封口强度和密封性(可做氦检漏)。
-
焊接不良:
-
问题: 极耳与集流体虚焊(焊接强度不足、接触电阻大)或过焊(焊穿集流体)。
-
后果: 内阻增大、发热严重、容量发挥不足、循环寿命短、甚至在使用中断路/起火。
-
预防: 优化焊接参数(功率、压力、时间、振幅)、保持焊接面清洁、选用合适的焊头、进行拉力测试抽查。
-
电解液问题:
-
注液量不足: 浸润不良,部分活性物质未参与反应,容量低,极化大。
-
注液量过多: 增加成本,可能导致封装困难或高温下鼓胀更严重。
-
注液浸润不良: 即使注液量够,但未充分浸润到电芯内部。导致局部反应不均,性能差。
-
电解液分解/变质: 暴露在空气中或混入杂质。
-
预防: 精确计算和称量注液量、优化注液工艺和静置/抽真空工艺促进浸润、严格在惰性环境中操作和保存电解液。
-
短路:
-
问题: 正负极直接接触(叠片错位、隔膜破损、毛刺刺穿隔膜、金属异物)、外部短路(工具触碰正负极耳)。
-
后果: 瞬间大电流、发热、起火爆炸(最危险!)。
-
预防: 仔细操作确保无错位、检查隔膜完整性(无针孔、无大褶皱)、彻底清除毛刺和粉尘、操作时使用绝缘工具、避免任何金属物体同时触碰正负极耳、装配后测量绝缘电阻(正负极与铝塑膜间应>10MΩ)。
-
化成问题:
-
问题: 化成电流过大、充电截止电压不当、温度控制不好。
-
后果: SEI 膜形成不良(太厚或不稳定)、产气过多、甚至析锂(锂金属沉积在负极表面,非常危险!)。
-
预防: 严格按照材料体系要求设置化成制度(小电流慢充)、控制好温度、确保夹具压力均匀。
-
鼓胀:
-
问题: 化成产气过多未排净、老化或循环中副反应持续产气(水分、杂质、过充过放、高温)、封装不良漏气后内部压力变化。
-
后果: 外观不良、性能下降(接触变差)、安全隐患(内压过大可能破裂)。
-
预防: 严格控制水分杂质、优化化成制度、确保充分排气和良好终封、避免电池滥用(过充、过放、高温)。
本文源自微信公众号:一起学电池
原文标题:《详解-软包电池组装工艺流程》
原文链接:https://mp.weixin.qq.com/s/MQfwbq9cG-jbgvvWe6u3hw
本转载仅出于分享优质测试干货,旨在传递更多观点,并不代表赞同其全部观点或证实其内容的真实性。文章中所包含的图片、音频、视频等素材的版权均归原作者所有。如有侵权请告知删除。