1、基本介绍
锂离子扣式电池主要由以下几部分组成:正极壳、负极壳、(正/负)极片、隔膜、垫片、弹片、电解液。常用的正规的商品扣式电池CR2032中的C表示正极是MnO2,还有BR系列,B表示正极是氟化碳。C或者B代表扣电体系,R代表电池外形为圆形。
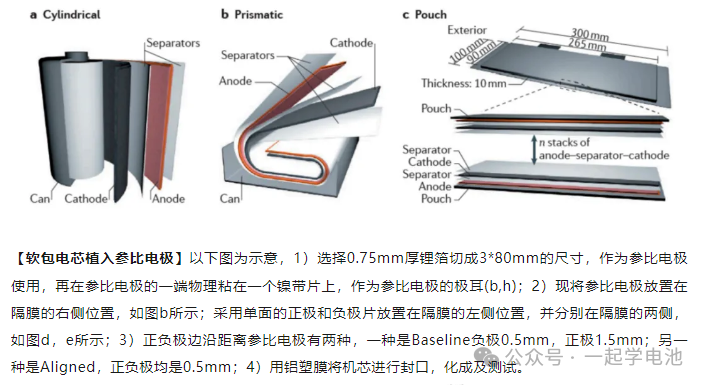
半电是指正极采用极片,负极采用锂片的电池(由于锂的电位较低,在半电中作为负极);半电池仅用于研究电池的正极或负极材料电化学性能的装置,偏重于电池材料电化学性能的研究。
全电是指正负极均采用极片的电池(需要考虑正负极的N/P比,正负极片overhang等);全电池是一个完整的电池,含电池正、负极、隔膜、电解液、壳体。通常可用于测试正极或负极材料与电池其余部分的匹配程度,偏重于电池体系电化学性能和电池制作工艺的研究
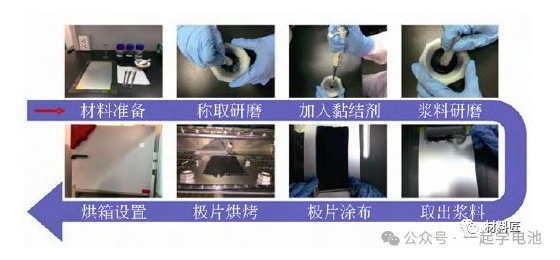
2、组装(手套箱、真空搅拌机,烘箱,对辊机,冲片机,封口机)



图片来源见角标
组装:负极壳 —— 锂片(置于负极壳中心,压片模具平整化处理) —— 隔膜 (平放于锂片上层) —— 电解液(滴加隔膜表面) —— 极片(活性材料一侧需贴近隔膜) —— 垫片 —— 弹片 —— 正极壳依次置于隔膜上层
注:
(1)负极侧朝上放置在扣式电池封口机模具中(纸巾吸出溢出电解液,残余电解液在电池表面会导致开路电压低);
(2)扣式电池电池壳,正极壳较大,负极壳为表面有网状结构且较小,所以一般组装过程从负极壳开始(这个没有对错之分,全看个人习惯,仅供参考)。
(3)锂离子电池极片的正、负极集流体分别为铝箔和铜箔。如果选用单面光滑的箔材,往往在粗糙面上进行涂布,以增加集流体与材料之间的结合力。箔材的厚度要求不严格,但对箔材的面密度均匀性有比较高的要求。硅基负极材料一般选用涂碳铜箔以提高黏附性,降低接触电阻,以增加测试结果的重现性,提高充放电循环性能
(4)锂片比较柔软,容易变形,所以在装电池前可以用正极壳(因为它比较大)将变形的锂片压平整。而且金属锂在空气中极易氧化变质,遇水容易爆炸,所以购买回来的金属锂片需要在手套箱中打开,打开时注意,不要损坏手套。
(1)极片组装前需进行辊压,极片组装前需进行烘烤,烘烤条件105℃4h,极片烘烤后,组装前需对极片进行称重,极片活性物质的量需根据极片实际重量进行计算
(2)电池组装部件在放入手套箱中之前,要进行4小时左右的真空干燥处理,温度不宜太高,可以设置在60-80℃温度。电池组装好后需静置8h以上
(3)容量较大的手套箱可事先这些存储电池部件,更清洁。原料入进箱舱门后,严格按照操作规程进行排气-进气操作,至少三次。建议在手套箱内专门放一个小型操作台,以防试剂腐蚀手套箱
(4)组装时电解液添加量建议在130ul左右,电解液对于手套和手套箱内壁的腐蚀比较严重,应该尽量避免操作失误
开路电压低的原因
(1)极片的毛刺穿破隔膜,造成电池短路;
(2)电池装配过程中,正负极偏移,导致短路;
(3)压电池步骤出错,导致电池装配不紧密,电池正负极外壳与正负极片虚接,造成短路。
电化学阻抗大
(1)导电剂添加量不够;
(2)隔膜的孔隙率小,使得电解液中的锂离子不能能够顺利通过;
(3)电解液分解,其中的锂盐减少。
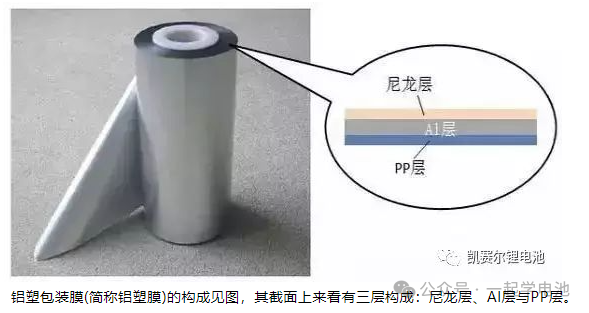
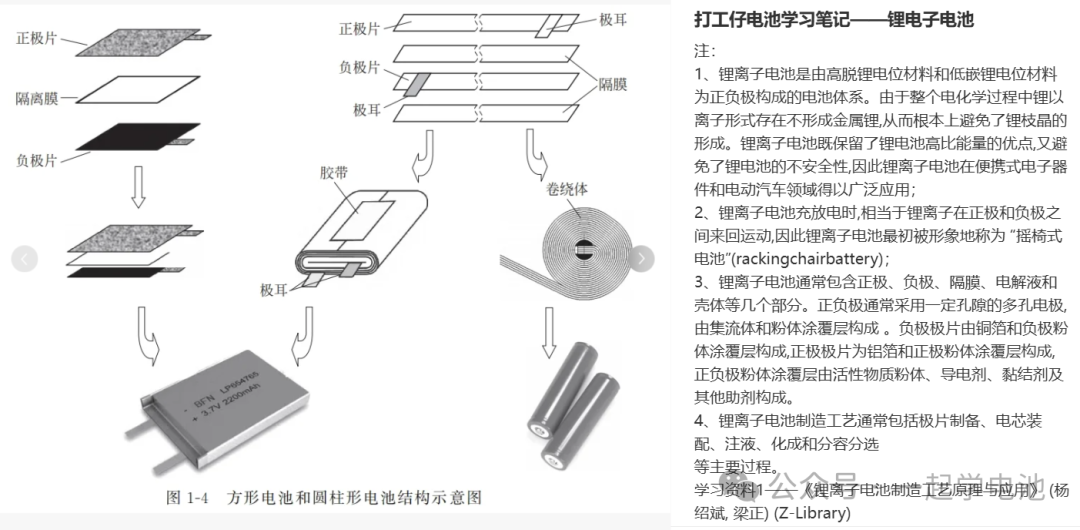
软包电芯,其实就是使用了铝塑包装膜作为包装材料的电芯。相对来说,锂离子电池的包装分为两大类,一类是软包电芯,一类是金属外壳电芯。金属外壳电芯又包括了钢壳与铝壳等等,近年来由于特殊需要有的电芯采用塑料外壳的,也可以划为此类。
二者的差别除了外壳材料不同,决定了其封装方式也不同。软包电芯采用的是热封装,而金属外壳电芯一般采用焊接(激光焊)。软包电芯可以采用热封装的原因是其使用了铝塑包装膜这种材料
图片来源见角标
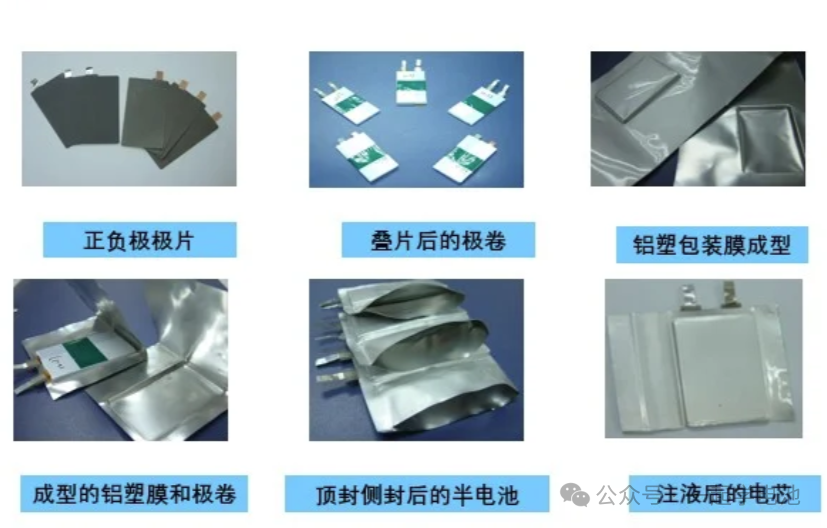
2、组装(手套箱、真空搅拌机,烘箱,涂布机,点焊机,模切机,叠片机,铝塑膜成型机,封装机)
软包装锂离子电池为例,电池制造工艺流程,包括如下主要工序:
物料前处理 —— 称重 —— 匀浆 —— 涂布 —— 辊压 —— 分切 —— 烘干 —— 卷绕或叠片 —— 装配 —— 清洁 —— 一次老化 —— 化成 —— 二次老化 —— 分选 —— 外观检查和出货

偶然找到的叠片型软包电池制备流程图,这套流程应该适用于各种电池类型,无论是扣式、圆柱还是软包,细节上或许有差异,但整体流程基本是电池制造蓝图
Electrode-电极 Calendering-辊压 Slitting-分条 Notching-横切 SRS(safety reinforced separator)-隔膜Assembling-装配 Cathode-负极 Anode-正极 Lamination-叠片 Folding-折叠(组合叠好的正极、负极) Welding-焊接Forming-外壳 Sealing-入壳 Electrolyte-电解质(注液)Package-封装 Formation-化成 Degas-真空脱气 EOL-“EOL”在电池行业中通常指的是”End of Life”,即电池的寿命结束。电池的寿命结束可能意味着电池性能下降到不再满足使用要求的程度,或者是电池已经完全失效无法再进行充电或释放能量
3、可能出现的原因及解释(冲深不良、顶封不良、电池角位破损、二封边不良、边电压不良、)
(1)边角R≥垂直R≥1mm —-— 在1mm以下容易造成裂痕
(2)模具间隙= 0.25-0.35mm:膜厚的2-3倍左右
(3)模具表面粗糙度= 3.2s(Ra = 0.8um);R区的表面粗度= 1.6s (Ra = 0.4um) —-— 若表面粗糙度过于粗糙使成型的深度比较差。
(1)面的控制压力=0.3-0.5MPa —-— 低的话导致皱纹,高的话导致裂痕
(2)冲压速度5mm/sec —-— 速度快则产生裂痕
(3)冲压维持时间2sec —-— 时间短影响反弹率
(1)发生裂痕、穿孔的情况时 —— 减弱面控制的压力
(3)发生翘曲时 ——- 减弱面控制压力,调整冲压速度
(4)角落部凹陷 —— 拉长保持的时间、冲压的速度加快
注:通常情况下模间隙控制在0.25mm(两倍ALF厚度),R角跟冲深、成型尺寸及ALF有关,通常冲深4mm以下,R角设置1.5mm,5mm以上R角取2mm,较小类型号为了确保外观而将R角减小;尺寸型号越小,底部供有效补偿面积越小,冲深就越浅。软包装的冲壳模心的角度与R大小依成型面积/深度而定,一般上下模单边间隙在0.15-0.3mm,R为1.5-3.5mm,为保证4角安全不破损,R尽可能大。
膜冲壳不良:冲壳深度与电芯厚度不匹配,导致封焊困难而引起起皱;双面壳成型后深坑与浅坑不能效重合。
大电池以及厚电池型号冲壳后长时间进行顶侧封,导致膜壳回弹变形;
顶封漏液首先要排除极耳问题,由封装引起的漏液原因有:
夹具定位不准,夹具与封头对位没有调整好,导致侧封边与顶封边没有重合;
电池角位破损一般发生在电池二次封装折边处的底部(有些电芯工艺二封边在正极耳侧,有些二封边在负极耳侧);
发生原因:电池在注液至二封这一制作过程中,气袋一侧易受反复弯折,使得此位置铝塑膜易破损,特别是顶封角位及底部角位;
解决方法:电池不能拿气袋,减少弯折次数。针对铝塑膜提出180度弯折至少5次不能出现针眼。另外注液前此位置进行预封。(预封工艺:一般温度150-160℃,时间1s,压力0.1-0.2MPa)
(1)封头温度波动太大:确认温度稳定性,更换发热管
(2)注液后长时间不二封,导致PP层受电解液浸泡时间长:控制注液到二封工序时间
(3)封头平整度不够,导致虚封位实际压力不足:封头平整度检验
(4)电解液太多:此种情况在倍率电池上表现明显,建议先对角位进行预封电池夹具烘烤,导致电解液集中在二封边,在夹具烘烤时气袋朝上。
(1)二封边(即注液边或抽真空边)热封不足的主要原因因为注液或抽真空的时候电解液沾在或者粘附在CPP表面上,导致CPP热封强度下降
(2)如果CPP表面粘了电解液即使热封好了其强度也不会很足,因为通过提高热封温度或者采取二次热封的方法确实可以将CPP表面的电解液蒸发,可CPP和CPP间还是会有电解液膜残存留下安全隐患
(3)最好解决方法是注液和抽真空时候注意好,不要让电解液过多粘附在CPP表层
(3)垂直或斜面放置电芯老化,有利于极片充分吸收电解液
软包电池制作完成后全测量边电压平评测封装效果以及判断电池出现鼓胀漏液风险。
理论上:正极和负极,他们与铝塑膜之间铝层是绝缘的,也就是说他们的电压应该为0。
实际上:考虑到电池材料及加工过程,会产生局部受损,导致他们间出现局部导通,形成微短路,从面有了电势差。些电压越高,说明电池可能风险就越高,电压标准每家电芯厂不一致。行业分定在1V以下。
将万用表的红笔接电池正极/负极,黑笔在铝塑膜铝层上滑动,初始测量的最大电压即为边电压。一般≥1V长不良品(光宇在≥0.5V)
一般由电池的顶封与二封封装不良引起的,导致绝缘性差。
(1)控制封焊后的铝塑膜厚度,控制PP残存率在70-90%
3.6 内腐蚀不良(电蚀不良,也叫黑点不良或内腐蚀)
铝塑膜铝层与负极耳形成回路,通过极耳产生电子通道,通过电解液与铝层接触产生原电池,从而引起腐蚀。
(1)硬封工艺对于控制要求较为精确,极耳的歪斜和偏移易引起铝层与极耳的内部短路情况。一般情况在短路测试中测出。如没有筛选则引起黑点腐蚀的概率很大
(2)各个封边的预留控制失效也是造成黑点腐蚀原因之一。封边无预留,则铝塑膜拉伸位置的PP层容易受到热封影响而破裂。从而造成电池鼓胀、漏液风险
(3)顶封后极耳胶的外露必须要有保障,从而防止极耳金属从外部铝层形成短路。
铝塑膜在成型时有nylon层和Al层分层现象:一经热封会在某一个拐角或折边的地方发现有所谓的起泡或分层现象,这就是尼龙层与铝层分层现象;而其它边和拐角没有问题(如果是铝塑膜本身有问题,各条边都会出现问题)
尼龙层在成型过程中过分延伸,在热封后尼龙层收缩,当收缩力大于尼龙层和铝层的粘结强度时出现分层。
(2)将分层侧的模具R角抛光一些(可能的话R角可以适当调大),尽可能做到镜面抛光
(3)冲压成型时给分层一侧的模具夹力调小些,有利于铝塑膜在冲压时可以拉一些膜下去减小nylon层的拉伸负担
(4)在热封时手势尽可能平推且顶角时切勿用力过大,顶角角度小用力大的话对尼龙层负担越大
(5)铝塑膜储存条件:避免光线直射,湿度RH≤70%,温度≤40℃,否则尼龙面成型有效物质会逃逸。
(2)电池装配:电池本体内力T1,铝塑膜热封粘附力T2,当T1≥T2时电芯上部4角易破损,在热封后可能会漏液
(3)热封时:a)热封时,模具设计不当,造成Al层破损,从而漏液;b)热封时电池与模具预留位不够,导致分层,甚至漏液;c)热封条件(时间、压力、温度)不足,可能产生漏液
(4)电解液注液在封口残留,造成热强度不足:过熔时(CPP层于CPP层形成结晶,粘接很紧)CPP/CPP>CPP/Al,会产生撕裂面,一面是白色CPP层,一面是光亮Al层。正常时CPP/CPP
(5)长时间极耳被电解液腐蚀而漏液:Al表面处理,如不进行处理HF对Al有腐蚀性;CPP太薄不能补偿金属条有胶带的缝隙。
本文源自微信公众号:一起学电池
原文标题:《扣式电池/软包的制备和过程中可能出现的部分原因及相应解释(附设备》
原文链接:https://mp.weixin.qq.com/s/leVlh1V3zgsgpFyEBWDTRw
声明:如需转载请注明出处(华算科技旗下资讯学习网站-学术资讯),并附有原文链接,谢谢!

